





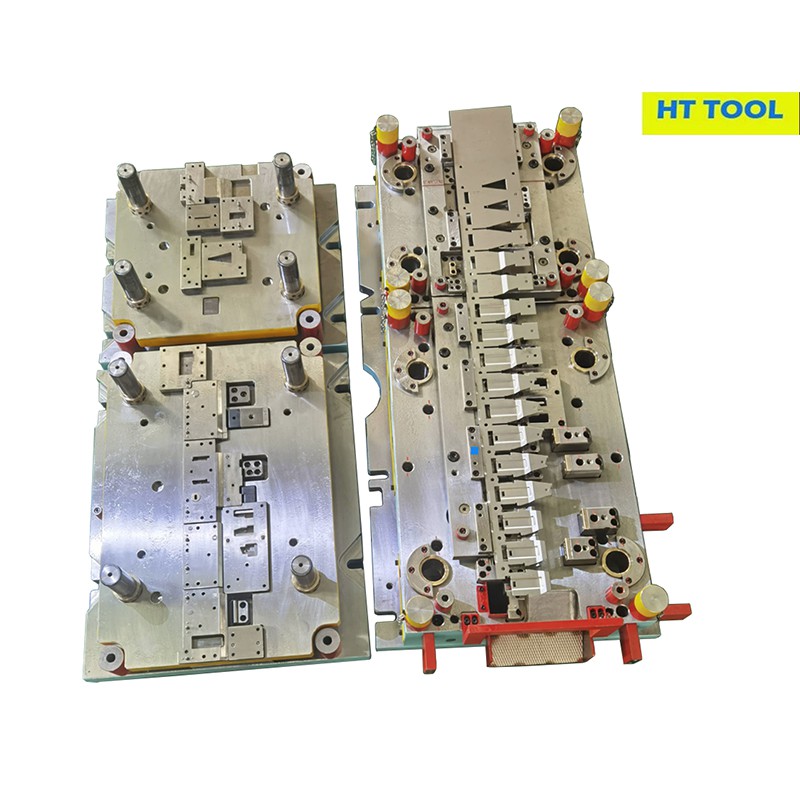
Outil composé et outil progressif
Taille du produit : 2500 L x 700 W x 550 H.
Matériau : acier au carbone, acier inoxydable, plaque d'aluminium, laiton, cuivre ou tôle galvanisée, etc.
Description des produits
|
Nom du produit |
Outil composé et outil progressif |
|
Numéro d'article. |
HTSD-004 |
|
Taille du produit |
2500L*700W*550H |
|
Matériel |
Acier au carbone, acier inoxydable, tôle d'aluminium, laiton, cuivre ou tôle galvanisée, etc. |
|
Épaisseur du matériau |
0.5-8 mm ou personnalisé |
|
Traitement de surface |
Plaqué zinc, revêtement en poudre, peinture, polissage, brossage, chromage, anodisation, sablage, etc. |
|
Équipement d'usinage |
CNC, EDM, Argie Charmilles, fraiseuse, 3DCMM, |
|
Méthode de logo |
Gravure laser, gravure CNC |
|
Application industrielle |
Automobile, Electroménager, Electronique, Aéronautique |
|
Conditionnement |
Coffret en bois ou à votre demande |
|
Installation de test |
Machine à mesurer à trois coordonnées, micromètre, étriers, scanner 3D |
|
Capacité de production |
150 ensembles par an |
Introduction de l'outil composé et de l'outil progressif :
Les matrices d'estampage composées sont fabriquées à l'aide d'une conception de matrice composée. Cette matrice est conçue pour effectuer plusieurs tâches à chaque coup de presse et est utilisée pour des opérations de découpe comme le découpage et le perçage. En raison de leur capacité à effectuer des tâches plus rapidement que de simples matrices d’estampage, les matrices d’estampage composées sont plus appropriées pour les travaux complexes ou difficiles.
L’emboutissage progressif des outils est idéal pour les longues séries de production en raison de sa grande répétabilité. Une seule machine avec plusieurs postes de matrice est utilisée dans cette méthode d'emboutissage des métaux. Chaque station où une opération d'emboutissage est effectuée déplace automatiquement une bande métallique de matériau en stock. La pièce finie doit ensuite être découpée de la bande comme étape finale.


Outil composé et processus d'outil progressif
L'outil composé et l'outil progressif offrent une méthode rentable et efficace pour produire de grands volumes en utilisant une matrice progressive. La matrice contient plusieurs postes d'estampage qui effectuent des opérations de formage uniques lorsqu'une bande de tôle passe dans la machine. La combinaison des outils d'estampage nécessaires dans un seul jeu de matrices améliore l'efficacité du projet d'estampage.
Les composants suivants sont essentiels à une matrice progressive :
❆Jeu de matrices
❆Boutons Die (bagues)
❆Poinçons
❆Porte-poinçon
❆Plaque (coupe)
❆Épingles
❆Dégagement des limaces
❆Décapant
Les outils composés et progressifs peuvent également inclure des fonctionnalités telles que des sous-revêtements, des blocs d'arrêt, des glissières ou des capteurs. L'objectif principal de ces composants est d'assurer une manipulation précise du matériau.
L'emboutissage progressif des métaux suit ces étapes :
La matrice progressive est positionnée à l'intérieur d'une presse à emboutir alternative.
La presse monte, entraînant avec elle la matrice supérieure et permettant à la bande métallique d'alimenter l'équipement.
Lorsque la presse descend, la matrice se ferme pour exécuter l'opération d'emboutissage.
Une pièce finie est libérée de la matrice à chaque coup de presse.
La station de coupure finale sépare les pièces finies de la bande transporteuse.
Nos prestations
Analyse CAE:Une analyse CAE précise aide à améliorer la qualité des pièces et à optimiser la matrice de transfert d'emboutissage progressif des métaux et d'autres processus d'outillage d'emboutissage. L'ingénierie simultanée, l'examen de la conception du produit et une implication précoce peuvent contribuer à réduire le délai de réalisation du projet. Voici un exemple de notre simulation CAE d'emboutissage progressif des métaux :
Simulation IAO

3D simulation de matrice de transfert

Conception de matrices d'estampage:Au sein du département conception d'outils, nous sommes en mesure de fournir à nos clients une gamme complète de services. Les ingénieurs utilisent AUTOFORM pour garantir la fabricabilité des emboutissages et la simulation (des études de fissures, rides, rebonds, compensations, vidéos, etc. sont disponibles). Pour une conception complète d'outillage 3D/2D, nos concepteurs (x9) utilisent le logiciel UG.
3D emboutissage progressif des métauxconception

3D matrice de transfertconception

Gestion de projet :Pour chaque projet d'emboutissage de métal progressif, nous affecterons un ingénieur de projet pour gérer l'ensemble de la procédure, depuis le tout début jusqu'à l'achèvement parfait. Nous avons une merveilleuse équipe de gestion de projet, qui possède une solide formation en ingénierie et une bonne communication en anglais. Cela permet à votre projet de se dérouler sans problème et sous contrôle. Nous tiendrons le client informé des informations détaillées sur ce projet par un rapport hebdomadaire et des images mises à jour. Il est facile pour le client de gérer le projet en même temps. Nous fournirons un service client de haut niveau en nous améliorant personnellement. Un simple appel téléphonique ou un e-mail et vous verrez que nous sommes prêts à vous accueillir à tout moment.

Optimisation des coûts de production:Lorsque nous travaillons en étroite collaboration avec nos clients, depuis la planification des processus jusqu'à la conception des outils, nous consacrons toujours beaucoup de ressources et d'efforts à maximiser les taux d'utilisation des matériaux et de course de presse et à minimiser le nombre de postes d'outils tout en garantissant la stabilité et la répétabilité de la production.

Fabrication de matrices d'estampage:HT TOOL est capable de créer en interne un emboutissage progressif des métaux pour répondre à tous les besoins de nos clients. Notre service d'ingénierie travaille avec notre personnel talentueux pour assurer la qualité de vos pièces. Le tableau ci-dessous est notre liste d'équipements d'usinage :
|
Numéro d'article. |
Équipement |
Spécification (mm) |
QTÉ |
|
1 |
Presse |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Machine d'alimentation trois en un |
Largeur 600 mm, épaisseur 0.5- 4,5 mm |
1 |
|
5 |
Machine d'alimentation trois en un |
Largeur 1200mm, épaisseur 0.5- 6.0mm |
1 |
|
6 |
CNC |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Rectifieuse de surfaces |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Rectifieuse manuelle |
150*400 |
2 |
|
10 |
Perceuse verticale |
ф1~32 |
3 |
|
11 |
Perceuse radiale |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Fraiseuse |
1150*500*500 |
2 |
|
14 |
Machines de découpe de fil normales |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Machines de découpe de fil rapides |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
EDM pour stomie |
300*200 |
1 |
|
19 |
Scanner 3D |
650*550 |
1 |
Essai de matrice d'estampage:Nous avons des presses mécaniques de 200T jusqu'à 800T

Presse mécanique 200T
Taille maximale du tableau : 2400*840*550mm

Presse mécanique 400T
Taille maximale du tableau : 3300*1500*750mm

Presse mécanique 800T
Taille maximale du tableau : 4200 * 1800 * 1200 mm
Service à guichet unique:En tant que fabricant professionnel d'emboutissage de métaux progressif dans l'industrie chinoise de l'outillage avec des capacités solides et une capacité substantielle, HT Tool and Die offre une solution intégrale aux clients en concevant et en construisant des outils de formage à froid et à chaud, en vérifiant les montages et les gabarits de soudage dans le secteur automobile mondial. industrie.
La comparaison entre les matrices d'estampage : simples et composéesmourirvs progressifestampage des métauxvs matrices de transfert
|
Fonctionnalité |
Matrice simple |
Matrice composée ou matrice combinée |
Progressifestampage des métaux |
Matrice de transfert |
|
Opérations |
Opération unique |
Opérations multiples (un seul coup). Très limité au design. |
Opérations multiples (séquence). Un peu limité au design. Certaines opérations de dessin complexes nécessiteraient une matrice de transfert |
Opérations multiples (transfert entre stations). Tout processus d’opération est possible. |
|
Gares |
Une gare |
Une gare |
Plusieurs stations |
Plusieurs stations |
|
Complexité |
Faible |
Faible à moyen |
Haute complexité |
Haute complexité |
|
Tests de moules et mise en place |
Facile |
Difficile |
Modéré. Les modules réduisent la complexité et augmentent l’efficacité de la configuration. |
Généralement plus simple que progressif, mais nécessite des dispositifs de transfert et de levage également complexes à concevoir. |
|
Efficacité |
Très faible |
Faible |
Très élevé |
Haut. Plus lent que progressif compte tenu des opérations de transfert requises. |
|
Coût |
Faible coût d’outillage, coût unitaire élevé des pièces |
Coût d’outillage moyen, coût unitaire pièce moyen |
Coût d’outillage élevé, coût unitaire des pièces très faible |
Coût d’outillage et unitaire normalement plus élevé que progressif |
|
Volume de production |
Faible volume |
Volume moyen à élevé |
Volume élevé (adapté à la production de masse) |
Volume élevé (approprié à la production de masse) |
|
Pertinence |
Pièces simples |
Pièces simples |
Pièces complexes |
Pièces plus grandes et/ou concaves, pièces complexes |
|
Taux d'utilisation des matériaux |
Modéré à élevé |
Modéré à élevé |
Modéré. Le besoin de pilotes et de transporteurs peut réduire l’utilisation du matériel. Une bonne conception peut réduire considérablement les déchets produits. |
Modéré à élevé |
|
Opération de masquage |
1 coup |
1 coup |
La dernière opération |
La première opération |
Outil composé et outil progressif Application :

Expédition et emballage pour outil composé et outil progressif :

Délai pour l’outil composé et l’outil progressif :
|
|
Outil progressif |
Outil composé |
||||
|
Délai de mise en œuvre |
Petites matrices ( Inférieur ou égal à 1 M ) Semaines |
MoyenTaille ( 2 M-3M ) Semaines |
Grand Taille (3M- ) Semaines |
Scentre commercialTaille Inférieur ou égal à 2000 mm semaines |
Mmatrices moyennes 2000-3000mm semaines |
Grande taille Supérieur ou égal à 3000 mm semaines |
|
Simulation |
2 -3,5 semaines |
3.5 -5,5 semaines |
5,5 semaines |
2 -3,5 semaines |
3.5 -5,5 semaines |
6 semaines |
|
Conception |
||||||
|
Modèle |
|
|
|
0,5 semaines |
0,5 semaines |
1 semaine |
|
Fonte/acier |
0.5 -1 semaines |
1 semaine |
1,5 semaines |
3 semaines |
4 semaines |
4 semaines |
|
Fabrication |
2.5 -3,5 semaines |
3.5 -5,5 semaines |
7 semaines |
2.5 -4 semaines |
3.5 - 5,5 semaines |
7 semaines |
|
Traitement thermique |
||||||
|
Assemblée |
3 - 4 semaines |
5 - 10 semaines |
10 semaines |
3 - 4 semaines |
5 - 10 semaines |
10 semaines |
|
Pièces découpées au laser |
||||||
|
Hors pièces d'outils |
||||||
|
OK Pièces |
||||||
|
Acheter |
||||||
|
Total |
8 -12 semaines |
13 -22 semaines |
24 semaines |
11 -15 semaines |
16.5 -25,5 semaines |
28 semaines |
FAQ:
Quels sont les différents types de matrices ?
✹Différents types de matrices
✹Matrice simple.
✹Matrice composée.
✹Matrice progressive.
✹Matrice de transfert.
✹Matrice combinée.
✹Matrices multiples.
✹Matrice ronde divisée.
✹Matrice réglable.
Définition et processus pour l'outil composé?
L’emboutissage par outils composés diffère de l’estampage par outils progressifs dans la mesure où il effectue plusieurs opérations, telles que la découpe et le formage, en un seul passage. Cette méthode s’apparente à celle d’un chef effectuant plusieurs tâches de découpe en un seul mouvement rapide.
Il est particulièrement efficace pour produire des pièces plates, où plusieurs fonctionnalités doivent être ajoutées simultanément. Cette approche en un seul passage garantit une précision et un alignement élevés, ce qui la rend idéale pour les pièces présentant une précision dimensionnelle primordiale.
Avantages du composéEstampage d'outils?
Le principal avantage du Compound Tool Stamping est sa précision. Étant donné que plusieurs opérations sont exécutées en un seul passage, le risque de désalignement entre les processus est minimisé, ce qui permet d'obtenir des pièces d'une grande précision.
Cette méthode est également efficace pour produire des composants plats, car elle réduit le nombre de coups nécessaires par rapport à d'autres méthodes, accélérant ainsi la production.
De plus, l’emboutissage par outils composés a tendance à générer moins de déchets, ce qui contribue aux économies de coûts et à la durabilité environnementale.
Inconvénients et limitesde l'outil composé
Les limites de l'emboutissage par outils composés incluent sa vitesse de production inférieure à celle de l'emboutissage par outils progressifs, car il est généralement utilisé pour un travail plus détaillé et précis plutôt que pour une production de masse à grande vitesse.
De plus, il existe de meilleures méthodes pour les pièces complexes nécessitant de multiples opérations de pliage ou de formage. La complexité et la profondeur des pièces pouvant être produites sont limitées, ce qui signifie que cette méthode est la mieux adaptée aux composants plus simples et plus plats.
étiquette à chaud: outil composé et outil progressif, Chine outil composé et fabricants d'outils progressifs, fournisseurs, usine, Die d'estampage de matériel de meubles, Die d'estampage à haute précision, Estampage à grande vitesse, Autres matrices d'estampage en métal, Prototype Die, Punch fascinant die
Une paire de
Tôlerie à outils progressifsUn article
matrice d'emboutissage à grande vitesseVous pourriez aussi aimer





Envoyez demande